Situation
GE compressors used for CO2 gas reinjection on the Tupi 4 platform in the Lula oil field off the coast of Brazil
Proven reliablity in CCUS application (EOR) for ten years

GE compressors used for CO2 gas reinjection on the Tupi 4 platform in the Lula oil field off the coast of Brazil
Extreme mechanical load of the compressor seal due to process pressures of up to 428 bar(g) (6,206 PSIG)
EagleBurgmann tandem PDGS seal with intermediate labyrinth
Discovered in 2006, the Lula oil field is located in the Santos Basin, off the coast of Rio de Janeiro, Brazil, about 250 kilometers to the southwest. The ocean is roughly 2,000 meters deep at this point. The oil and gas-bearing strata lie 4,000-5,000 meters below a layer of rock and salt, called the “pre-salt”. The recoverable oil and gas deposits are estimated at a volume of 5.5 billion barrels. Lula has been tapped into on a large scale since 2008 with FPSO vessels like the Tupi 4.
The deeper below the seabed the drilling is done, the stricter the requirements on rig operators for process pressure to maintain the strong and constant flow of crude oil needed to justify the immense costs of development and license fees. So in this project, every extra bar counts.
The operator, a world leader in the field of CO2 gas reinjection, posed a new challenge for the engineers at EagleBurgmann in 2013. The operating point of the compressors had to reach the unprecedented peak value of 428 bar(g) (6,206 PSIG).
The operating pressure exceeded the limits of all seals used in all ultra-high-pressure applications of this kind to date. The pressure is reached when the system starts up, shuts down, and whenever there is a balance between inlet and outlet pressure at standstill pressure (settle-out pressure). The aim was to create an effective mixing zone needed to bring the crude oil to the production well. The seal also had to be designed for a maximum speed of 13,844 rpm.

Illustr.: CO2 gas injection compressor at the Tupi 4 FPSO
On the Tupi 4 oil platform, supercritical carbon dioxide (sCO2) is accumulated as an unusable by-product. Since environmental concerns prevent it from being vented to the atmosphere, the operator decided to use the gas as an injection medium. It is therefore injected into the ground instead – and it also poses a more economical alternative to water as an injection medium.
This approach, that is, carbon capture, utilization and storage (CCUS), is considered worldwide to be a major component of a solution for achieving net zero by 2050. This makes CCUS ever more important to reduce the impact of greenhouse gas emissions (GHG).

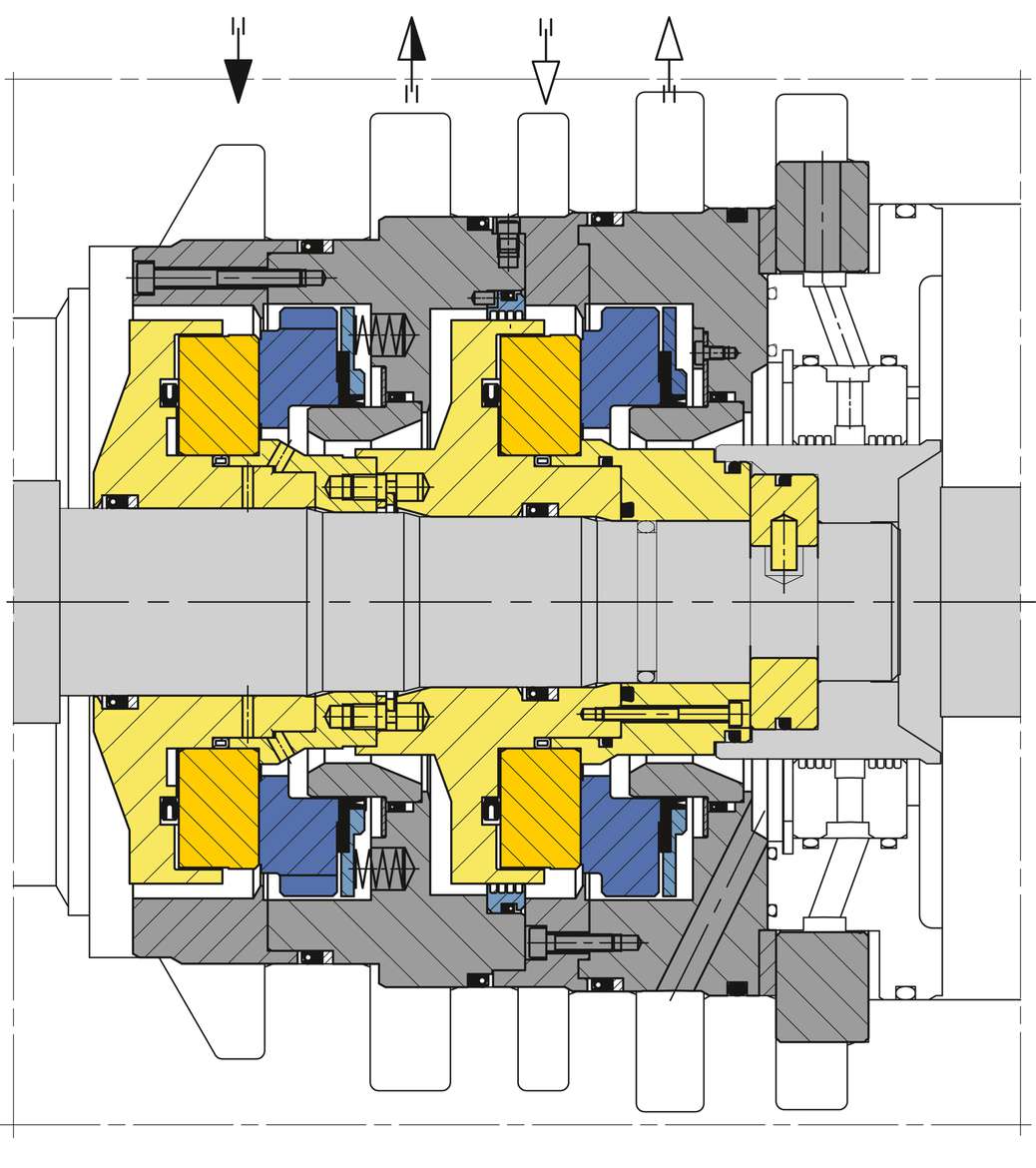
Illustr. 1: EagleBurgmann PDGS compressor seal (cross-section)
Illustr. 2: Cross-section of a Tupi 4 compressor seal
In developing the seal concept, the engineers at EagleBurgmann opted for the PDGS compressor seal, which was designed for such applications, placing it here in a tandem arrangement with intermediate labyrinth. This arrangement represents the best technical concept for ultra-high process pressures in gas reinjection.
However, several different goals needed to be reconciled when designing the seal to achieve the best possible result. The leakage rate had to be kept as low as possible while keeping the torque stable during start-up. The engineers had three main points to work on to achieve this:
Extensive tests at both the EagleBurgmann R&D center and the compressor manufacturer showed that the seal is extremely reliable during both system start-up and shutdown as well as in continuous operation under full load. The high availability of the compressors is guaranteed alongside minimal leakage in spite of the ultra-high pressure. The outstanding results are also proven in operation.
The performance of the EagleBurgmann PDGS mechanical seal was so convincing that two main and two backup compressors on Tupi 4 have now been equipped with two seals each since the initial installation 10 years ago. The seals were last inspected in 2016. All of them still exhibit top performance values.
The latest qualification of the PDGS series now leads to pressures of up to 650 bar (9427 PSI). The operator is now planning to use the PDGS on further FPSO platforms.
Download the solution flyer
Dry gas seal for multiphase pump applications. The reliable sealing solution for a low vapor margin, flashing hydrocarbons, liquid and supercritical CO2 applications.
Products. Systems. Service.

Between June 2017 and March 2019 the Hengli Group constructed an integrated refining and chemical complex in the Chinese harbor town Dalian where 20 million tons of crude oil are processed every year. EagleBurgmann advised the company Hengli concerning the selection of mechanical seals and supply systems for the whole plant and supplied more than 95 % of the components in use.

In Great Britain, a shortage in natural gas supply has severe consequences: Since the country switched from coal-fired to gas-fired power stations, a gas supply shortage makes households and industrial consumers not only vulnerable to failing heating and gas stoves, but also to power outages. Companies along the value and transportation chain of natural gas are therefore especially dependent on reliable equipment.

Things get hot in rotary kilns, very hot in fact. In the production of cement, for example, the thermometer measures more than 1,000 degrees Celsius. Sealing systems from EagleBurgmann, a company of the Freudenberg Group and EKK, make sustainable contributions to environmental protection, energy efficiency and process reliability under these "fiery" high-temperature conditions.

Our modern civilization is quite literally built upon cement. Today, building materials made from cement are used in buildings, roads, bridges, dams etc. Cement production is a heat-intensive process and causes thermal expansion in duct systems. To compensate this, Indian cement producer Ramco Cement needed fabric expansion joints with a diameter of several meters for two of their plants. On the basis of a close collaboration, EagleBurgmann was able to design components that increase the efficiency of the plant in the long run.

Frequent starts and stops are a severe test for gas-lubricated compressor seals. Installed in an Argentinean combined cycle power plant is an EagleBurgmann supply system that provides a continuous gas flow rate for the seals and adapts it to changing conditions. Since then, the operational reliability of the compressors has increased significantly.

Seals are a risk factor in the production of liquid crystals. If there is even the slightest contamination of the liquid crystals, this will later affect the image quality of the display. Read on to see which sealing solution Merck KGaA uses in paddle dryers for the production of liquid crystals.