Situation
13 agitator seals and supply systems - among them the largest agitator seal to date - destined to use in a PTA facility in China
Solutions for agitators with large shaft diameters

13 agitator seals and supply systems - among them the largest agitator seal to date - destined to use in a PTA facility in China
High pressures of up to 50 bar (725 PSI), and high temperatures up to 270 °C (518 °C)
EagleBurgmann high pressures seals type HSH and the DRU pressure boosting system
EagleBurgmann supplied its largest agitator seal to date with a shaft diameter of 480 mm (18.90"). It was destined for use in a PTA facility in China. The order from SPX Flow Technology comprised 13 agitator seals and supply systems in total. These were all successfully implemented within the exacting delivery period specified by the customer. The production time alone for the 480 mm (18.90") seal was 20 weeks.
PTA stands for ‘Purified Terephthalic Acid’. It is a preliminary product used in the polyester and PET production, in particular. PTA is generally produced from naphtha via the intermediate product paraxylene. At present, paraxylene is converted to TA (terephthalic acid) in large oxidation reactors using acetic acid as the solvent. The TA is then purified in a multi-stage crystallization process. Any remaining impurities are removed in a hydrogenation reactor.
The continually increasing demand for PTA calls for facilities with ever greater capacity, and thus ever bigger equipment such as reactors and crystallizers. New PTA facilities have production capacities in excess of 500,000 metric tons per year.


Illustr. 1: EagleBurgmann double seal HSHL-D
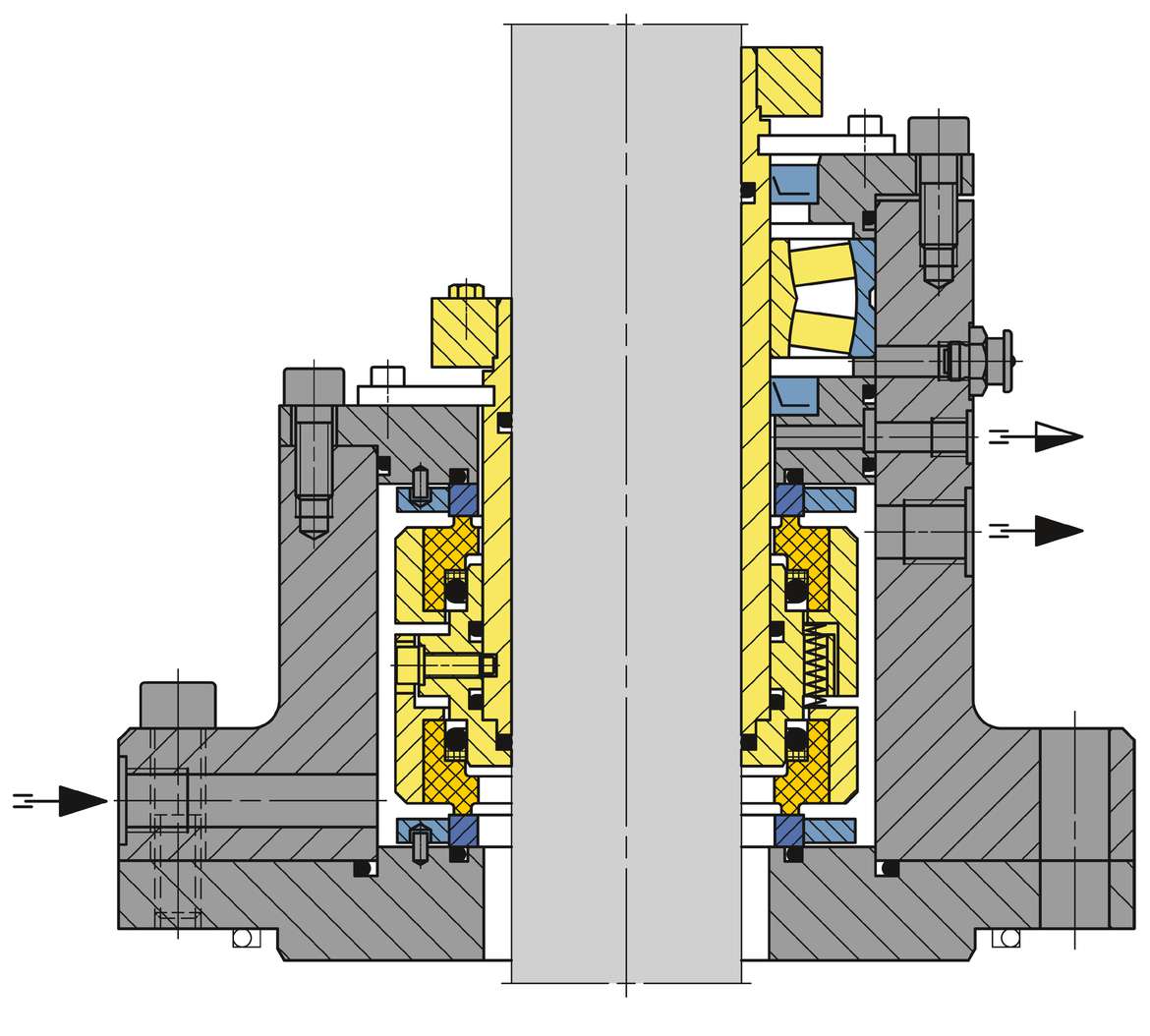
Illustr. 2: Typical seals of the EagleBurgmann HSH series: Double seals HSH-D (left) and HSHL-D (right, with integrated floating bearing).
Yellow colored parts = rotating, blue = stationary, grey = housing.
Illustr. 3: The EagleBurgmann DRU pressure boosting system allows double seals to be supplied for a wide range of applications.
Standard shaft sizes for these types of reactor and crystallizer are now 200 mm (7.87") or larger. EagleBurgmann’s largest shaft diameter to date was 480 mm (18.90"). The dimensions and weight (up to 1.5 metric tons) of the mechanical seals needed for such large diameters set new challenges for both seal and machine manufacturer, and the installation team at the facility.
The difficulty with such large seals is managing deformation of the sliding faces, and thus the shape of the sealing gap across the entire sliding face. This is essential to ensure low and stable leakage, and to maintain a minimized sliding face temperature, which has a decisive influence on the service life of the seal. The optimum sealing gap shape is determined on the basis of extensive calculations by experts which are then verified by test runs. Seals up to approximately 800 mm (31.49") can be tested, and the process conditions simulated, on EagleBurgmann's own test facilities. The limiting conditions on the test facility are the overall height, the weight, and the diameter of the seal housing. Tests and customer acceptance tests simulate temperature changes at the sliding faces, and the leakage, under almost real operating conditions. After the test run, the seal is allowed to cool down, and is dismantled in the presence of the customer. The sliding faces and other components are then assessed.
Other challenges in PTA manufacturing are the high pressures of up to 50 bar (725 PSI), and high temperatures up to 270 °C (518 °F). Type EagleBurgmann HSH high pressure seals are therefore used, generally in the form of a pressurized double seal with integrated bearing. This is a balanced, self-closing seal, i.e. the seal remains closed even if the barrier pressure drops, or in the event of a pressure reversal. This prevents any process medium reaching the seal. The cartridge design guarantees ease of assembly, which is particularly important given the enormous weight of the seals.
To withstand the high product temperatures, the seals have cooling flanges and housings. The seal is thus no longer cooled by the barrier medium, but via an external medium circulating in the flange and housing. In addition, the parts of the seals in contact with the product are made from special titanium alloys since the acetic acid used in the process is extremely corrosive. Flushing with nitrogen in front of the mechanical seal also prevents the product medium from penetrating into the interior of the seal. This avoids corrosion of the parts of the seal which are in contact with the product, and reliably prevents deposits forming on the seal.
Failure of a large PTA facility would prove to be very expensive, so the seals must offer extremely high operational reliability. For this reason, shrink-fit sliding faces are used. These increase protection against the possibility of broken rings, and minimize the risk of disruption. The operators of such facilities require agitator seals to operate for two to three years to minimize the maintenance intervals. EagleBurgmann has demonstrated in many reference projects, in countries such as Belgium, China and the USA, that its seals fully meet the expectations placed on them. The seal manufacturer has thus become one of the leading suppliers with wide-ranging experience in the use of agitator seals for PTA manufacture.

Illustr.: A 1.5 metric tons seal of the EagleBurgmann HSH series
Seal supply systems also play a significant role in the reliability and service life of the seals. In most cases, API plan 53C is used. This is a supply system in which the barrier pressure is generated with the aid of a pressure booster. A separate cooler may be used for cooling. Circulation is ensured either using the thermosiphon principle, or by forced circulation, e.g. using a pump, depending on the viscosity of the supply medium, or load on the seal.
With a pressure booster, the pressurization is generated by pistons in relation to the pressure in the sealed space. The barrier pressure is automatically adjusted to the appropriate transmission ratio (generally 1.1 or 1.5). The system is self-regulating, and responds to fluctuations in the fluid pressure in the sealed space. This ensures that the seal operates perfectly, even when exposed to pressure fluctuations. The ratio between the product pressure and barrier pressure also remains constant at all times, which has a positive effect on the load of the seal, and thus on its service life. The pressure booster also has the advantage of not having to be connected to the nitrogen supply system to generate the barrier pressure.
To summarize, it can be seen that a long service life and high operational reliability of the shaft seal not only depend on the right choice of seal and materials, but also on how it is operated. If the characteristics of the manufacturing process, properties of the chemical substances, etc. are also taken into account, the maintenance costs can be kept low, and the availability of the facility greatly increased.

Between June 2017 and March 2019 the Hengli Group constructed an integrated refining and chemical complex in the Chinese harbor town Dalian where 20 million tons of crude oil are processed every year. EagleBurgmann advised the company Hengli concerning the selection of mechanical seals and supply systems for the whole plant and supplied more than 95 % of the components in use.

In Great Britain, a shortage in natural gas supply has severe consequences: Since the country switched from coal-fired to gas-fired power stations, a gas supply shortage makes households and industrial consumers not only vulnerable to failing heating and gas stoves, but also to power outages. Companies along the value and transportation chain of natural gas are therefore especially dependent on reliable equipment.

Things get hot in rotary kilns, very hot in fact. In the production of cement, for example, the thermometer measures more than 1,000 degrees Celsius. Sealing systems from EagleBurgmann, a company of the Freudenberg Group and EKK, make sustainable contributions to environmental protection, energy efficiency and process reliability under these "fiery" high-temperature conditions.

Our modern civilization is quite literally built upon cement. Today, building materials made from cement are used in buildings, roads, bridges, dams etc. Cement production is a heat-intensive process and causes thermal expansion in duct systems. To compensate this, Indian cement producer Ramco Cement needed fabric expansion joints with a diameter of several meters for two of their plants. On the basis of a close collaboration, EagleBurgmann was able to design components that increase the efficiency of the plant in the long run.

Frequent starts and stops are a severe test for gas-lubricated compressor seals. Installed in an Argentinean combined cycle power plant is an EagleBurgmann supply system that provides a continuous gas flow rate for the seals and adapts it to changing conditions. Since then, the operational reliability of the compressors has increased significantly.

Seals are a risk factor in the production of liquid crystals. If there is even the slightest contamination of the liquid crystals, this will later affect the image quality of the display. Read on to see which sealing solution Merck KGaA uses in paddle dryers for the production of liquid crystals.